







铬铁矿选矿摇床精选工艺参数调节
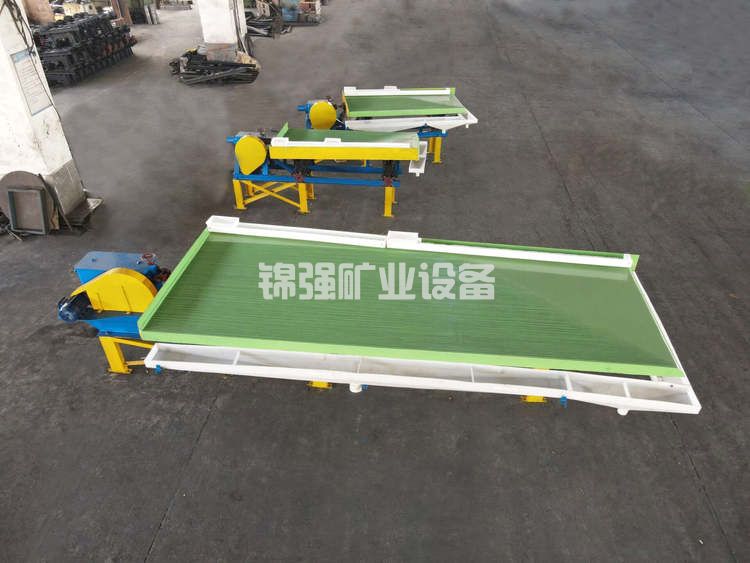
摇床是铬铁矿选矿中用于获得高品位精矿的关键设备。在跳汰机或螺旋溜槽完成粗选抛尾之后,摇床承担着“提品位、保回收”的精选任务。铬铁矿比重大、粒级分布宽的特性,对摇床的床面坡度、冲程冲次、冲洗水分布等工艺参数提出了特殊要求。参数调得好,精矿品位可达48-52%,回收率稳定在75-85%;参数调不好,要么跑尾严重,要么精矿品位上不去。本文从铬铁矿的实际特性出发,系统讲解摇床精选工艺参数的调节方法。
一、摇床在铬铁矿选矿中的角色定位
在铬铁矿的重选流程中,摇床通常被安排在精选阶段。它的上游是跳汰机或螺旋溜槽,负责粗选抛尾;摇床负责对粗精矿进行精细分选,产出最终精矿。
铬铁矿摇床精选的典型流程:
粗选段产出粗精矿(Cr₂O₃品位28-38%)
粗精矿进入脱水筛,浓度调整至20-30%
脱水后的矿浆进入摇床给矿箱
摇床分选出精矿、中矿、尾矿三个产品
铬铁矿选矿摇床精选工艺参数调节的核心目标是在保证回收率的前提下最大限度提高精矿品位。铬精矿的价格与品位高度相关,Cr₂O₃品位每提高1个百分点,销售价格可提升约3-5%。这意味着摇床参数调节的经济价值相当可观。
摇床处理铬铁矿的优势在于分选精度高,能够将比重接近的矿物有效分离。它能够处理0.037-2mm的宽粒级物料,对铬铁矿与橄榄石、辉石等脉石矿物的分离效果良好。但摇床的单位处理量小,占地面积大,因此只能在精选阶段使用,不宜用作粗选设备。

二、铬铁矿摇床精选的核心参数
摇床的工艺参数包含多个维度,各参数之间相互关联。铬铁矿的特性决定了各参数的最佳取值范围与处理其他矿石时有明显区别。
1. 横向坡度
横向坡度是摇床床面在横向(宽度方向)的倾斜角度,直接影响矿粒在床面上的横向运动速度和分带宽度。
调节原则:
坡度越大,矿粒向下运动越快,分带变窄,精矿品位提升但回收率下降
坡度越小,矿粒运动缓慢,分带变宽,回收率提升但精矿品位下降
铬铁矿的推荐范围:
粗粒级(0.5-2mm):横向坡度1.5-2.5度
中粒级(0.2-0.5mm):横向坡度1.0-1.8度
细粒级(0.074-0.2mm):横向坡度0.8-1.2度
某省铬矿的现场经验表明,处理0.2-0.5mm粒级时,横向坡度从1.2度调到1.5度,精矿Cr₂O₃品位从46%提升到49%,但回收率从82%下降到76%。需要根据矿石价值和产品要求做出权衡。
2. 纵向冲程与冲次
纵向冲程是床面沿长度方向往复运动的幅度,冲次是每分钟往复的次数。两者共同决定矿粒在床面上的纵向输送速度和分层效果。
调节原则:
冲程越大、冲次越高,矿粒向前运动越快,处理量增加但分选效果变差
冲程越小、冲次越低,矿粒运动缓慢,分选更精细但处理量下降
铬铁矿的推荐范围:
| 给料粒度 | 冲程 | 冲次 |
|---|---|---|
| 粗粒(0.5-2mm) | 15-22mm | 240-280次/分 |
| 中粒(0.2-0.5mm) | 12-18mm | 260-300次/分 |
| 细粒(0.074-0.2mm) | 8-14mm | 280-320次/分 |
铬铁矿比重大,需要比处理轻矿物时更大的冲程来启动颗粒运动。同样处理0.2-0.5mm粒级,处理石英砂时冲程8-12mm即可,处理铬铁矿则需要12-18mm。
操作技巧: 调节时先固定冲次,从小到大调整冲程,观察床面上矿带的分带情况。理想的矿带应该是:精矿带呈黑色带状紧贴床面,中矿带宽度适中,尾矿带明显分离。如果精矿带中出现白色脉石颗粒,说明冲程偏小或冲次偏大。
3. 冲洗水量与分布
冲洗水分为给矿水和洗涤水两部分,在铬铁矿摇床精选中的作用尤为关键。
给矿水用于将粗精矿稀释并均匀分布在床面上。水量过大会冲刷精矿带,造成金属流失;水量过小则矿浆浓度过高,分层效果差。推荐给矿水调节使给矿浓度为20-28%。
洗涤水分为沿床面纵向冲洗水和横向补加水。纵向冲洗水推动矿粒向前运动;横向补加水帮助脉石向尾矿侧移动。
铬铁矿的推荐配置:
总冲洗水量:每吨干矿0.8-1.5吨水
给矿水压力:0.05-0.1MPa
洗涤水压力:0.03-0.06MPa
横向补加水(沿床面宽度分布):粗粒段水量大、细粒段水量小
铬铁矿选矿摇床精选工艺参数调节中,冲洗水是最敏感的调节变量。细粒级铬铁矿容易被过量的水冲走,造成回收率下降。处理细粒级(-0.1mm)时,应采用“小水量、多槽数”的策略,在床面不同位置设置多个小型加水点,而非单一的大水量冲洗。
4. 给料浓度与给料量
给料浓度和给料量直接决定床面上的矿层厚度和分选效果。
给料浓度:
铬铁矿摇床精选的最佳给料浓度为20-30%。浓度低于15%时,矿粒在床面上运动过快,分选时间不足;浓度高于35%时,矿层过厚,底层精矿无法充分暴露,精矿中夹杂脉石。
给料量:
摇床的单位负荷通常为0.6-1.5吨/米·小时(按床面宽度计算)。铬铁矿比重大,建议取下限值。
| 摇床规格 | 床面宽度 | 处理铬铁矿推荐给料量 |
|---|---|---|
| 小槽型摇床 | 0.8-1.0m | 0.5-0.8吨/小时 |
| 标准型摇床 | 1.5-1.8m | 1.0-1.8吨/小时 |
| 大槽型摇床 | 2.0-2.5m | 1.5-2.5吨/小时 |
关键提示: 给料量不是越大越好。当精矿带中出现脉石夹杂时,应首先减少给料量而非调整其他参数。
三、粒级分选与摇床配置
铬铁矿的粒度分布宽,不同粒级在摇床上的行为差异很大。将宽粒级物料混在一起给入同一台摇床,细粒级容易被粗颗粒扰动影响分选效果。因此,分级入选是提高摇床精选效率的有效手段。
分级入选方案
将粗精矿按粒度分为三个级别,分别送入不同参数的摇床:
粗粒级(0.5-2mm):
选用粗砂摇床,床面刻槽较深
横向坡度1.5-2.5度
冲程15-22mm,冲次240-280次/分
冲洗水量较大
中粒级(0.2-0.5mm):
选用细砂摇床,床面刻槽中等
横向坡度1.0-1.8度
冲程12-18mm,冲次260-300次/分
细粒级(0.074-0.2mm):
选用矿泥摇床,床面刻槽浅而密
横向坡度0.8-1.2度
冲程8-14mm,冲次280-320次/分
冲洗水量较小,采用多点加水
内蒙古某铬矿采用分级入选后,细粒级摇床的精矿品位从42%提升到48%,回收率从58%提升到71%。
四、摇床床面选型与刻槽参数
床面是摇床的核心部件,铬铁矿选矿优先选用玻璃钢或聚酯床面,表面涂覆耐磨层。床面上的刻槽参数直接影响分选效果。
刻槽类型对比
| 刻槽类型 | 刻槽深度 | 适用粒度 | 特点 |
|---|---|---|---|
| 粗砂刻槽 | 3-5mm | 0.5-2mm | 槽深、间隔宽,适合粗粒重矿物 |
| 细砂刻槽 | 1.5-3mm | 0.2-0.5mm | 槽中、间隔中,通用性好 |
| 矿泥刻槽 | 0.5-1.5mm | 0.074-0.2mm | 槽浅、间隔密,适合细粒分选 |
处理铬铁矿时,床面材料的耐磨性至关重要。普通玻璃钢床面在铬铁矿冲击下,刻槽深度每月可磨损0.2-0.5mm,导致分选效果持续下降。建议选用氧化铝耐磨涂层床面,寿命可延长2-3倍。
铬铁矿选矿摇床精选工艺参数调节中,床面磨损是一个容易被忽视的变量。当发现精矿品位持续下降而操作参数未变时,首先要检查床面刻槽的磨损情况。
五、实际调节步骤与方法
第一步:初始参数设定
根据给料粒度,按推荐范围设置初始参数:
坡度:粗粒2.0度、中粒1.5度、细粒1.0度
冲程:粗粒18mm、中粒15mm、细粒11mm
冲次:粗粒260次/分、中粒280次/分、细粒300次/分
给料浓度:25%
第二步:观察矿带形态
正常分选时,床面上从精矿侧到尾矿侧应呈现三个明显色带:
靠近床头一侧:黑色精矿带,宽度约占床面宽度的20-30%
中间:灰黑色中矿带,宽度约占30-40%
靠近尾矿侧:浅色尾矿带,宽度约占30-40%
第三步:针对性调节
问题一:精矿品位偏低(<45%)
增大横向坡度0.2-0.3度,促使轻矿物向尾矿侧移动
适当减少给料量
检查冲洗水是否过多冲散了精矿带
问题二:回收率偏低(<75%)
减小横向坡度0.2-0.3度,减缓矿粒横向运动
适当降低冲程或冲次
检查精矿带是否过窄,必要时收窄精矿截取宽度
问题三:精矿带中出现脉石颗粒
优先减少给料量
调整给矿水分布,使矿浆均匀铺满床面
检查床面是否有局部磨损导致沟槽变浅
问题四:矿带呈波浪形或断续状
检查给矿是否均匀,给矿槽是否堵塞
检查横向补加水是否分布均匀
检查床面是否水平或存在变形
第四步:取样验证
调节完成后,取精矿、中矿、尾矿样品进行化验,以数据验证调节效果。建议每班至少取样2次,建立调节参数与指标的关系曲线。
六、铬铁矿摇床精选效果数据
基于多个生产现场的统计,铬铁矿摇床精选在合理参数下的典型指标如下:
| 给料粒级 | 给料品位(Cr₂O₃) | 精矿品位 | 尾矿品位 | 作业回收率 |
|---|---|---|---|---|
| 0.5-2mm | 30-35% | 46-50% | 8-12% | 75-82% |
| 0.2-0.5mm | 28-33% | 44-48% | 10-14% | 72-80% |
| 0.074-0.2mm | 25-30% | 42-46% | 12-16% | 65-75% |
| 混合粒级 | 25-30% | 40-45% | 12-18% | 65-75% |
分级入选后,各粒级的精矿品位和回收率均可提升3-5个百分点。
七、常见问题与解决方案
Q:摇床精矿品位始终上不去,一直在40%左右徘徊?
A:首先检查给料粒度是否过细或过宽。如果细粒级(-0.074mm)超过30%,建议增加脱泥环节。其次检查床面刻槽是否磨损严重,刻槽深度低于初始值的50%时需要更换或修复。第三检查给料浓度是否过高导致矿层太厚。
Q:尾矿中可见明显黑色铬铁矿颗粒,是什么原因?
A:这通常是跑尾问题。产生原因有三:一是横向坡度过大导致重矿物也被冲出床面;二是冲程冲次设置过高;三是给料量超负荷。解决顺序:先减少给料量,再减小横向坡度,最后调整冲程冲次。
Q:摇床处理铬铁矿,床面磨损很快怎么办?
A:铬铁矿磨蚀性强,建议选用带耐磨涂层的摇床面,或采用橡胶覆面摇床。同时在摇床前设置脱水筛,将给料浓度控制在25%左右,过低的水分会加剧水流对床面的冲刷。

写在最后
铬铁矿选矿摇床精选工艺参数调节是一项精细的工作,需要操作人员具备敏锐的观察力和扎实的经验积累。横坡、冲程、冲次、给料浓度、冲洗水分布这五大参数相互关联,调节时需要遵循“先粗后细、分步调整”的原则。
最重要的调节信号来自床面矿带的形态。学会读懂矿带——黑色精矿带的宽度、密度、位置,灰黑色中矿带的分离程度,浅色尾矿带的洁净程度——这些视觉信息比任何仪表读数都更直观地反映了分选状态。
建议每班开机后先用5-10分钟观察和微调参数,建立班次参数记录表。长期积累的数据将成为优化参数设置、提升选矿指标的重要依据。参数调好了,摇床就能把铬铁矿的价值最大化地“摇”出来。